
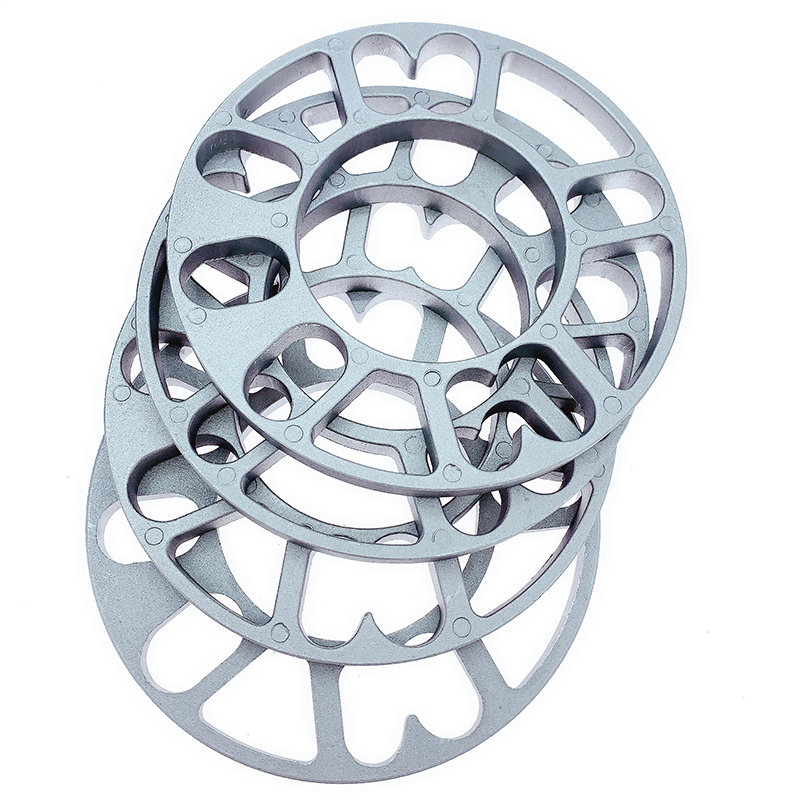


金型 A356 アルミホイール精密ダイカスト部品
●ETスペーサーアドバンテージは全車種に適合し、ブレーキの回避とキャリパーへのホイール接触の問題を解決します。
サイズ: 3mm、5mm、6mm、8mm、10mm
● 詳細については、カスタマー サービスにお問い合わせください。
重量: 3mm-0.05kg/個
5mm-0.10kg/個
8mm-0.15kg/個、10mm-0.17kg/個
6mm-0.15kg/個
分類: アルミニウム合金ダイカスト自動車部品
キーワード: 自動車ホイール改造ワイドニング / ホイールETピース / フリクション / スペーサー / フランジ アルミ合金
- TOPCASTING
- アモイ
- 25~40日
- 月あたり6000個
詳細
製品の詳細
価格
特定のプロセスと表面処理の決定による
数量コスト
1 ユニット $0.50 – $18 / ユニット
発送詳細
港: アモイまたは広州 交通機関: 海上; 空気; 土地
主な特長
仕上がり外観が高く、加工後の表面粗さはRa1.6と滑らかです。
加工精度が高く、継ぎ目のない組立構造となっております。
外観的には粒状、斑点、塗装剥がれはありません。
滑らかな外観、耐食性。
材料
アルミニウムADC12、ADC10、A360、A356、A380、A413、B390、EN47100、EN44100マグネシウム合金AZ91D、AM60B亜鉛合金ZA3#、ZA5#、ZA8、顧客要求に応じて要求
プロセス
金型設計-型製作-ダイカスト-バリ取り-機械加工-仕上げ-梱包
認証
ISO9001
仕上げる
1. ブラスト処理 2. アルマイト処理 3. 電気泳動処理 4. 粉体塗装 5. クロム処理処理
梱包の詳細
1. それぞれバブルバッグに入っています 2. 特別なカートン 3. パレット 4. 木製ケース
仕様
| 寸法 | カスタマイズされた |
| 色 | 金属の色も利用可能 |
| テクノロジー | 高圧ダイカスト、CNC、CMM測定、塗装 |
| 彼らです表面処理 | 研磨、電気メッキ、サンドブラスト、アルマイト処理 |
| 応用 | 自動車用、4穴および5穴ハブ用 PCD範囲 4*100 4*108 4*114.3 5*100 5*108 5*112 5*114.3 5*115 5*120 |
ダイカスト
あアルミ金型の応用分野鋳造
加工業界は多くの場合、材料のパフォーマンスを最大化し、材料の価値を低価格でプロジェクトに適用します。

通信機器
アルミニウムは優れた電気特性とシールド特性により、高温環境に耐えることができます。そのダイカスト部品はネットワーク構築、通信インフラ、コンピュータ産業で広く使用されており、主にアルミニウムは高周波フィルターシェルの放熱に優れた性能を持っています。

自動車部品
アルミダイカスト部品は強度と硬度が高く、全体の軽量化により自動車の燃費向上に貢献します。

産業機械および装置の付属品
耐食性に優れ、各種産業機械・装置の小型部品、電子コネクタ、シェル部品などをダイカストで製作できます。

街路灯ハウジング、家庭用ハードウェア
優れた剛性、耐久性、軽量により、一般的なオブジェクトの使用に非常に適しています。
技術力
| 部品の可能な最小重量 | 亜鉛合金0.003g、アルミニウム合金0.005g。 |
| 部品の最大可能重量 | 亜鉛合金10Kg、アルミニウム合金5Kg。詳細は製品構成をご確認ください。 |
| パーツの可能な最小サイズ | 無制限 |
| パーツの最大可能サイズ | 亜鉛合金3600c㎡、アルミニウム合金6400c㎡。 |
| 可能な最小の壁厚&注意; | 亜鉛合金0.8mm、アルミニウム合金1.0mm。 |
| 可能な最大肉厚 | 通常の3mm部分10mm亜鉛アルミニウム鋳物も同様です。 |
| 鋳造の公差等級 | 製品のサイズや構造により±0.03程度異なります。 |
| 可能な最小バッチ | 新製品試作金型を除く2000金型/バッチ。 |
生産設備
| ホットチャンバーダイカストマシン&注意;&注意; | グラインダー | 立形マシニングセンタ | フラットグラインダー |
| コールドチャンバーダイカストマシン | ボール盤 | 彫刻機 | 電動パンチ |
| CNCフライス盤 | パンチ | 卓上ボール盤・タッピング盤 | 油圧プレス |
| CNCスパークマシン&注意; | 半自動油圧プレス | 鋸盤 | ギアパンチングマシン |
| 製粉機 | CNC旋盤 | ショットブラスト機 | 組立生産能力 |
抽象的な
本発明は、タイプ8356 A356アルミニウム合金ホイールの鋳造方法および熱処理方法を開示する。このプロセスは次のステップで構成されます。注湯温度690~735℃、金型予熱温度250~350℃の金型低圧鋳造法を採用。b. 溶解炉内でアルミニウム液中の鉄、シリコンの含有量を調整するための希薄化、精錬取鍋内での変成、炉外で窒素吹き込み精錬を行い、アルミニウム液中のマグネシウム、ストロンチウム、チタンの含有量を調整する。c. ホイールハブの一部に肉厚なハブに冷却チューブを追加して急冷し、サイドモールドの外周に断熱綿を充填することでリム中央部の冷却速度を遅くし規則正しく固化させます。 ; そしてd. ホイール鋳物を冷却し、溶体化および時効処理のために熱処理窯に入れます。このプロセスでは、鋳物の供給と収縮を効果的に達成するために、適切な注入温度と合理的な冷却手段が採用されています。注湯プロセス中、混入物を効果的に防止するためにライザーパイプにストレーナが設置されます。モデル 8356 A356 アルミニウム合金ホイール鋳造品の製品品質は、主要なプロセス パラメーターの制御を通じて保証されます。
タグ
最新の価格を取得しますか?できるだけ早く返信します(12時間以内)